
Is Foam the Future of PING? Probably Not, But Check Out This Interesting Karsten Manufacturing Patent Application!
In the past I have posted about some pretty unusual Callaway designs (here) as well as some rather unique Taylor Made designs (here). This week Karsten Manufacturing (aka PING) steps up to the plate with a surprising design.
Last Thursday a patent application published as US Pub. No. 20080318707 titled “Golf Club Head with Foam Core.” I wasn’t surprised by the title because every week there are several “odd” golf club related patent applications that publish. I was surprised when I clicked on the link to view the application and saw that it was a Karsten / PING patent application! Is a foam core PING driver in the future?
The application describes the invention as:
Interestingly, the application explains:
Since I found this application rather interesting, the entire Detailed Description section of the patent application is reproduced below for your reading enjoyment.
Pretty cool! Sure, it may be years before this club is practical, or it may never be introduced as an actual product; but if an R&D department isn’t trying new and unconventional things- they will be left in the dust (or the foam). Congratulations.
Dave Dawsey - Monitoring Golf Club Technology
PS – check out more driver related posts here
Last Thursday a patent application published as US Pub. No. 20080318707 titled “Golf Club Head with Foam Core.” I wasn’t surprised by the title because every week there are several “odd” golf club related patent applications that publish. I was surprised when I clicked on the link to view the application and saw that it was a Karsten / PING patent application! Is a foam core PING driver in the future?
The application describes the invention as:
A golf club head having improved properties such as structural rigidity and weight distribution comprises a core formed of a first material such as metallic or ceramic foam. The golf club head may be fabricated by intercalating a second material into the foam core to provide a composite core. The composite core is formed into at least a portion of a club head body. Optionally, a coating is applied to the composite core and, thereafter, the second material is pyrolized and removed.
Interestingly, the application explains:
Polymer foams have been utilized as cores in club heads of hollow metal drivers to prevent weld slag and other debris inside the club head from making the club head rattle; however, polymer foams provide negligible structural support for the face and crown of the club head. Conversely, a metallic or ceramic foam core would provide structural support for the face and other surfaces of the club head with an unprecedented strength to density ratio, which in turn, would enable unprecedented improvements in golf club performance.
Since I found this application rather interesting, the entire Detailed Description section of the patent application is reproduced below for your reading enjoyment.
[0010] With reference to FIGS. 1-3, a club head pre-form 12 is formed of a first material such as metallic or ceramic foam that is rigid and has a high degree of porosity. The metallic foam preferably comprises a metallic material such as aluminum or titanium but may be composed of other metallic materials such as nickel, tin, zinc or other metals. The ceramic foam may be composed of ceramic materials such as silicon carbide, silicon nitride, vitreous carbon, boron carbide or other non-metallic materials. These foam materials have an inherently irregular outer surface of peaks and valleys.
[0011] Club head pre-form 12 may be manufactured in a closed-cell foam structure by injecting gas into the molten material and/or by mixing a foaming agent such as powdered titanium hydride into the alloy composition prior to melting. In the illustrative embodiment, however, club head pre-form 12 comprises an open-cell reticulated structure with interconnected voids which is formed by metalization of a polymer template such as polyurethane foam. In one aspect of the invention, metal such as nickel alloy is deposited onto a sponge-like non-metallic material such as polymer having a shape approximating at least a portion of a club head body such as a face insert. This forms a metallic foam member which is then covered with a coating that is preferably non-metallic material. In another aspect of the invention, metal is deposited onto a sponge-like non-metallic material in the shape of club head perform 12. Then, the club head perform 12 is formed into the shape of at least a portion of a club head body and, if desired, covered with a coating. The polymer template mentioned above is removed from the club head perform 12 by pyrolyzing to leave a reticulated rigid foam structure 14 composed of the pure metallic or ceramic material consisting of from 80% to 98% voids and therefore from 2% to 20% of the bulk density of an equivalent volume of solid material.
[0012] With reference to FIG. 2, once reticulated foam structure 14 is formed, it is intercalated with a second material 16 that fills the voids in rigid foam structure 14 to form a rigid foam composite pre-form 18 consisting of the rigid foam structure 14 and the second material 16. Second material 16 is denser than the metallic or ceramic foam forming the foam structure 14 and may comprise a thermoset plastic, a thermoplastic, wax or other organic material, which for reasons that are explained more thoroughly hereinafter, has a decomposition temperature (i.e., melts or otherwise decomposes into an easily removable substance) that is below the melting point of the club head pre-form 12. Preferably second material 16 is sufficiently rigid and machinable so that the composite pre-form 18 can be machined to have a substantially smooth outer surface. Alternatively, second material 16 may be a metallic material (e.g., tin-lead alloys) that has a lower melting point than the club head pre-form 12.
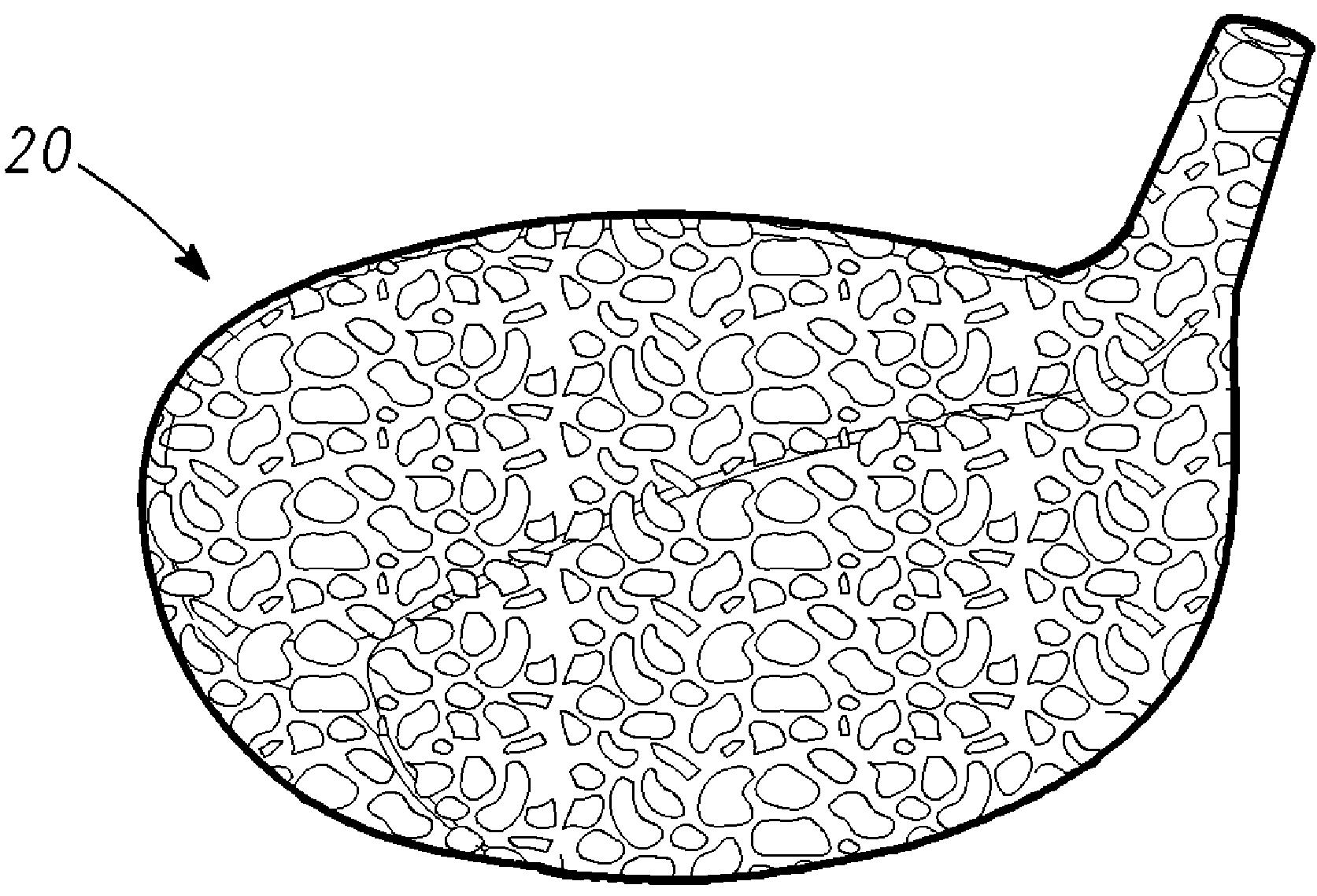
[0013] With reference to FIG. 3, composite pre-form 18 is formed (e.g., machined) into a rigid foam composite core 20 having the shape of a club head body. Because second material 16 is sufficiently hard and machinable, composite pre-form 18 can be formed by a conventional machining process into the core 20 having a substantially smooth outer surface notwithstanding the dissimilarity between the material properties of rigid foam structure 14 (e.g., metal/ceramic) and second material 16 (e.g., plastic).
[0014] Once core 20 has been properly shaped, a coating 22 is applied to the outer surface of core 20. In the illustrative embodiment of FIG. 4, coating 22 comprises an electroplated metallic material such as a conventional copper-nickel electroplating, but may be more exotic materials such as electrodeposited nanometals or other metallic materials suitable for use in electrodepositing processes. Because the surface of rigid foam composite core 20 is substantially smooth, the electrodeposited coating 22 also develops a substantially smooth outer surface notwithstanding the irregular outer surface of the rigid foam structure 14.
[0015] As shown in FIG. 5, in an alternative embodiment, coating 24 comprises a polymer coating such as a thermoplastic, thermoset plastic, or a fiber reinforced composite applied to the outer surface of core 20. As with the illustrative embodiment of FIG. 4, because the outer surface of core 20 is substantially smooth, coating 24 easily conforms to the shape of core 20 leaving a substantially smooth outer surface 26.
[0016] Once coating 22 or 24 has been applied to rigid foam composite core 20, second material 16 is pyrolized by subjecting club head 28 to heat below the melting point of reticulated structure 14 and also below the decomposition temperature of coating 22 or 24 but above the decomposition or melting point of second material 16. Once second material 16 has been decomposed, it is drained through an aperture in coating 22 or 24 (not shown). In the case of a club head pre-form 12 having a closed-cell structure, only the surface pores are intercalated with second material 16. Consequently, if the pore size is controlled, typically to cell sizes of 1 mm to 8 mm preferably 1 mm to 4 mm, and most preferably about 1 mm pore size, the volume fraction of second material 16 is sufficiently small to make the pyrolization step unnecessary. Moreover, if coating 24 is applied in a molding process such as with a composite coating 24, second material 16 and coating 24 can be made of the same material applied at the same time.
[0017] As noted hereinbefore, because the metallic foam material from which club head pre-form 12 is fabricated has a bulk density of from 2% to 20% of the density of an equivalent volume of solid material, a club head incorporating features of the present invention can be fabricated with a core having a bulk density of from 0.05 grams per cubic centimeter to 0.5 grams per cubic centimeter if an aluminum reticulated structure is used, while maintaining substantially the same rigidity as a solid aluminum core structure. Corresponding benefits can be gained relative to other materials such as titanium, silicon carbide and carbon. This translates into a golf club head having substantially improved rigidity, with commensurate ability to redistribute weight to the side and sole walls as necessary to improve moment of inertia, center of gravity location and other properties of the golf club.
[0018] Although certain illustrative embodiments and methods have been disclosed herein, it will be apparent from the foregoing disclosure to those skilled in the art that variations in modifications of such embodiments and methods may be made without departing from the spirit and scope of the invention. For example, although the illustrative embodiment of FIGS. 1-6 contemplates a club head such as a driver, the teachings of the present invention are equally applicable to a putter 30, as shown in FIG. 7, as well as irons, fairway woods, hybrids and other clubs all with commensurate improvements in structural rigidity and weight distribution. As previously mentioned, the present invention could be used to make a portion of a club head body such as a face insert for the putter 30. Accordingly, it is intended that the invention should be limited only to the extent required by the appended claims and the rules and principles of applicable law.
Pretty cool! Sure, it may be years before this club is practical, or it may never be introduced as an actual product; but if an R&D department isn’t trying new and unconventional things- they will be left in the dust (or the foam). Congratulations.
Dave Dawsey - Monitoring Golf Club Technology
PS – check out more driver related posts here
Posted by David Dawsey PE Esq at 1/2/2009 12:00 AM 
Categories: Woods, IP Grab of the Week, Published Patent App of the Week, Putters, Fascinating IP of the Week
Categories: Woods, IP Grab of the Week, Published Patent App of the Week, Putters, Fascinating IP of the Week
Comments