
How About an Option other than Cast or Forged Irons
If Cobra Golf has their way golfers may have an option other than just forged or cast irons. How fun would it be to put your playing partner in his place when he says “oh, you got a new set of cast irons, you know I play forged irons.” Someday you may be able to respond by saying “forged clubs are nice, but they are so 1960, my new irons are powdered metal sintered via laser processing.” A patent application published this week as US Pub. No.
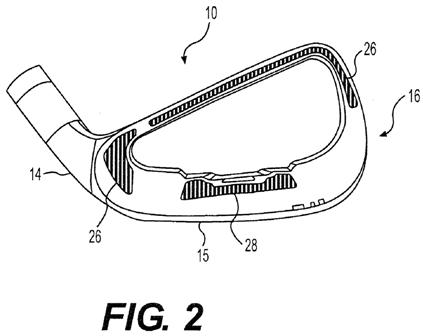
[0023] The present invention is directed to a process for manufacturing golf clubs using an additive process. For example, powdered metal sintering and metal deposition are suitable processes for use in the present invention. The process may be used to manufacture any type of golf club head including, but not limited to: irons, woods, putters, utility clubs, and wedges.
[0024] Powdered metal sintering systems involve a bed of metal powder that is sintered or melted layer by layer by a laser or electron beam to create metal parts. After the part has been created, the surrounding powder can be brushed away or shaken out of the part. In addition, a variety of metal powders can be melted in these systems. There are a number of commercially available systems suitable for use in the present invention. For example, the “MCP Realizer”, a selective laser melting system, which is the product of Mining and Chemical Products Limited of Germany, can create parts from any number of metals including the following powders: zinc, bronze, stainless steel, titanium, chromium-cobalt, silicon carbine, and aluminum oxide. In addition, various machines from EOS of Germany are available that rely on direct metal laser sintering (DMLS). ARCAM of Sweden produces machines that rely on electron beam melting (EBM) technology.
[0025] Direct Metal Laser Sintering (DMLS) has recently emerged outside the golf industry as a way of manufacturing metal parts. The DMLS process involves using a laser that fires into a layer of powdered metal guided by a computer program. DMLS is an “additive” technology that sinters very fine powders layer by layer from the bottom up until the product is completed. The process begins by the input of 3-D CAD files and, a control program converts the CAD files into instructions for controlling the layer by layer formation of the metal parts. The layer by layer formation is accomplished by laser sintering a `first layer` of approximately 20 to 40 micron powder onto a steel platform. The platform then lowers by approximately 20 to 80 microns, a fresh layer of powder is swept over the previously sintered layer, and the next layer is sintered or added on top of the previously built one. The additive process is repeated until the desired part is complete.
[0026] Metal deposition systems use a 3D printing process to create metal parts in a similar manner to how ink is deposited from print heads on an inkjet printer. Multiple heads can be incorporated into these systems to increase the production speed. Metal deposition systems are currently available from FCUBIC AB of Sweden and ProMetal, LLC of Troy, Mich. This process may be used to create a solid part with uniform or non-uniform material properties or to add layers of powdered metal to an existing substrate. For example, a metal deposition device may be employed to coat a portion of a surface of a golf club head with a material that has a high density in order to alter the center of gravity or other design specification of the golf club head.
[0027] The general procedure that applies to all machines is to design a part in a 3-D CAD application, convert the CAD file to an STL file, and then transfer the STL file to the machine for processing. “STL” stands for stereolithography; and is a file format that is widely used to describe the shape of a three dimensional object. This file format is supported by many software packages and is widely used for transferring CAD models to rapid prototyping and direct manufacturing machines.
[0028] There are several advantages to powdered metal sintering production. For example, batch size and batch configuration, or mixing different quantities of each part depending on the demand for each part, is easily adjustable without significantly affecting part cost. This is a direct result of the ability of the process to rapidly implement production of a new part by merely altering a CAD
file or selecting a new CAD file. This is in contrast to parts created from tools for which it is necessary to accurately forecast the quantities of each part so that the appropriate number of tools will be made.
[0029] In addition, design time can be reduced by creating functional prototypes directly from the CAD model. Eliminating the need for prototype tooling can reduce the time before prototype designs can be tested for performance, durability and appearance. The development and production time can be shortened for a design by eliminating or reducing the need for other manufacturing processes. For example, DMLS is more efficient than the casting process, because DMLS eliminates the time for creating tools, wax preparation, creating ceramic shells, pouring metal into shells, breaking shells, cutting parts off of casting trees, and grinding off parting lines and weld beads. Further, the process is capable of implementing changes in design without the need to alter or manufacture a new tool or mold. For example, a change in the design of a club head manufactured by a casting process requires the precise modification of the mold or the production of an entirely new mold. This is a time consuming and expensive process. By contrast, the powdered metal sintering process merely requires the changes to be made to a CAD file, and the process will manufacture the club head based on the CAD file. Therefore, changes can be easily implemented by the designer without the need for a halt in production or the construction of new tools or molds.
[0030] DMLS and similar machines have further advantages over casting and forging in that DMLS can produce more consistent parts. Current manufacturing methods such as casting result in variation in part weight and size due to manufacturing tolerances and changes in environmental conditions, such as heat and humidity. Due to these inconsistencies, parts are intentionally created with extra size and weight so that they can be ground down to the proper specifications. Parts created on a DMLS machine can be created with more consistent size and weight. Since there is less hand finishing required, parts can be created closer to the net finish size, and fewer adjustments need to be made to account for the manufacturing processes. Part size can be adjusted to match the design model by properly calibrating the DMLS machine. In addition, since powdered metal sintering is an additive process, there is a significant reduction in waste resulting from material that must be cut away after molding or forging.
.
.
.
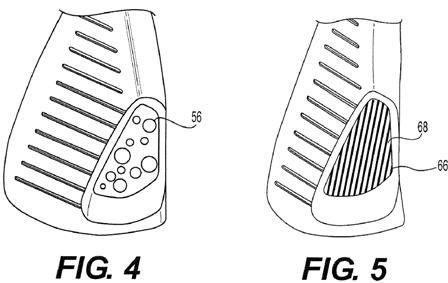
[0043] For example, the porosity and the density may be altered using a DMLS process. The process may be programmed to space lines of material placed on a substrate to form a layer. The program may allow for a wide space between the lines, which results in a layer formed from less powder. This process forms a layer with a high percentage of porosity and low density. By contrast, a layer may be formed wherein the DMLS process is programmed to place little or no space between the lines. The lack of space between the lines results in a layer that is formed with a low porosity and a high density. FIG. 5 shows an example of the interior of a club head where spaces (66) and lines of material (68) form the interior of a club head.
[0044] Another method of increasing porosity is to program the process to leave pockets or voids where no material is placed on the substrate. FIG. 4 shows the interior of a club head where voids 56 contain no material.
[0045] In one embodiment, voids or spaces are formed by programming a process as outlined above. The voids may be interconnected throughout the club head. Next, one or more of the voids or spaces are filled with a light weight polymer or other low density material. Alternatively, the interior of the club head may comprise a skeleton or frame made with a high porosity. A low density material may then be injected to fill the areas in and around the frame. The low density material may have a density that is less than about 1.3 g/cm.sup.3.
[0046] In one embodiment, a first amount of material may be used for the formation of layers for a first portion of the golf club head, and a second amount of material may be used for the formation of layers for a second portion of the golf club head. The first amount of material is less than the second amount of material, which results in a club head with a first portion that is more porous than the second portion. Therefore, the density of the first portion is less than the density of the second portion. This allows for a lighter overall structure, freeing up weight to optimize play characteristics of the golf club.
Sounds pretty cool!
Dave Dawsey – Keeping Track of New Golf Technologies
PS – click HERE to check out other golf club intellectual property posts