
Can You Guess How Much Force is Applied to a Golf Ball as the Cover is Cast Around the Core?
Well, it is far less than I would have guessed. For Acushnet, the answer is approximately 384 pounds of force. The answer comes from a patent application that published this week; namely, US Pub. No. 20090072437 titled “High Speed Casting of a Golf Ball Layer.” The application describes the invention as:
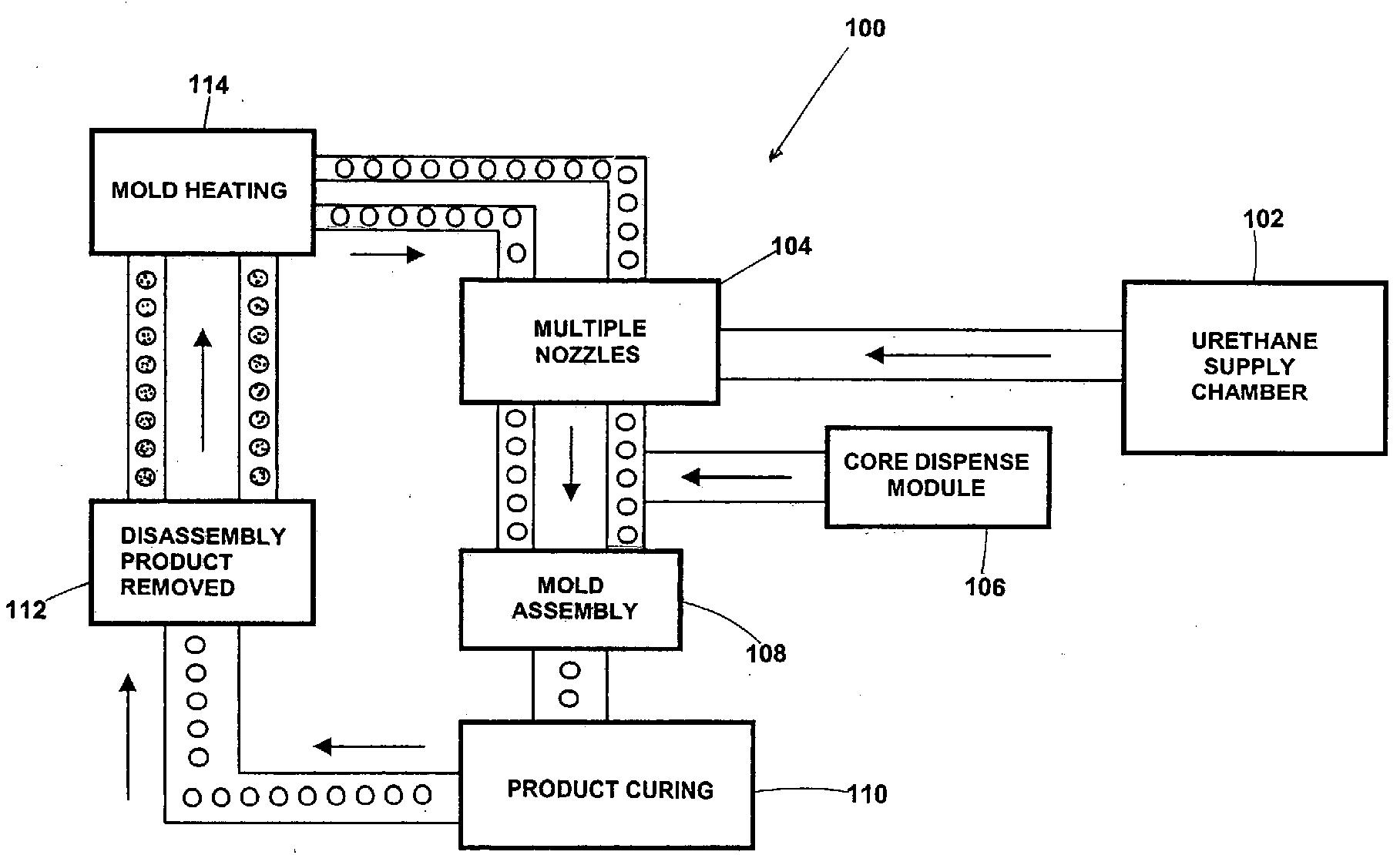
A method of casting a cover layer about a golf ball core utilizing a single cavity mold that moves on a continuous conveyor, and the cover layers are cast without any “stop and go” or batch methods being involved. The continuous motion conveyor system is a closed loop system that provides for the automatic pre-heating of top and bottom mold halves and the depositing of a core into the bottom mold halve after a layer material such as urethane has been dispensed into the molds by an articulating module comprising of a plurality of dispensing nozzles. The nozzles translate in a tangential motion with the moving conveyor and dispense the cover material without any stoppage of the conveyor line. The method then assembles the mold halves into a single cavity mold without the use of bolts, but only employing clamping pins that use spring force for compression, and releasable retainers to lock the mold for the curing stage, and then unlocking he mold for the disassembling and product removal.
The application does a great job explaining the typical golf ball manufacturing process:
[0002] Regardless of the form of the ball, players generally seek a golf ball construction that has particular play characteristics of velocity and spin, which match their swing style and club preference. It is well know in the golf ball industry that both initial ball velocity and spin have both been determined to be substantially dependent on the compression of the core and the quality of the cover layers.
[0003] Throughout its history, the golf ball has undergone an extensive evolution in an effort to improve its play-related characteristics, e.g., durability, distance, and control. Modern day golf balls can be classified as one-piece, two-piece, and three-piece (also known as “wound”) balls. One-piece balls are formed from a homogeneous mass of material with a dimple pattern molded therein. One-piece balls are inexpensive and very durable, but do not provide great distance because of relatively high spin and low velocity. Two-piece balls are the most popular types of ball in use today. They are made by molding a cover around a solid core. Three and four-piece balls are made by molding a cover about a core that has one or more intermediate layers about it. The cores typically measure from 1.4 to 1.6 inches (3.5 to 4.1 cm) in diameter. The cover, which may include one or more cover layers, is molded about the core to form a golf ball having the minimum United States Golf Association (USGA) specified diameter of 1.68 inches (4.3 cm). Typically, the cover has a thickness of about 0.04 inches (0.1 cm). Two-piece balls typically have a hard “cutproof” cover which gives a longer distance ball, but which has lower spin rates, resulting in a decreased ability to control the ball.
[0004] Golf balls are typically manufactured by various molding processes, whether one-component or multi-component balls. The cover is then formed over the core and intermediate boundary layers, if present, through such methods as casting, compression molding, and/or injection molding.
[0005] The cover is typically made from any number of thermoplastic or thermosetting materials, including thermoplastic resins such as ionomeric, polyester, polyetherester or polyetheramide resins; thermoplastic or thermoset polyurethanes or polyureas; natural or synthetic rubbers, such as balata (natural or synthetic) or polybutadiene; or some combination of the above.
[0006] Polyurethanes have also been recognized as useful materials for golf ball covers since about 1960. The resulting golf balls are durable, while at the same time maintaining the “feel” of a balata ball. The first commercially successful polyurethane covered golf ball was the Titleist Professional ball, first released in 1993. Subsequently, the Titleist Pro-V1 ball was introduced successfully in 2000 with a solid resilient polybutadiene core, a hard ionomer casing and a polyurethane cover. The Pro-V1 ball provided both professional and amateur players with long distance off of drivers and control for greenside play. Polyureas have also been proposed as cover materials for golf balls. For instance, a polyurea composition comprising the reaction product of an organic diisocyanate and an organic amine, each having at least two functional groups, is known.
[0007] Conventionally, castable aromatic polyurethane elastomers have been molded using molds that are preheated between 140 degrees F to 180 degrees F and cores that are preheated between 100 degrees F and 140 degrees F. Such preheating is thought to facilitate a reasonable gel time to allow cores to be centered into the castable material and the cover to be molded over the cores. Golf balls molded from preheated cores also help to reduce seam failures at the time of de-molding because of reduced core expansion rate of the preheated cores during molding.
[0008] Present day casting processes utilize pairs of mold cavities. In the casting process, a cover material, typically fluid thermoset polyurethane, is introduced into a first mold cavity of each pair. Then, a core is held in position (e.g. by an overhanging vacuum or suction apparatus) to contact the cover material in what will be the spherical center of the mold cavity pair. Once the cover material is at least partially cured (e.g., a point where the core will not substantially move), the core is released, the cover material is introduced into a second mold cavity of each pair, and the mold is closed. The closed mold is then subjected to heat and pressure to cure the cover material thereby forming a cover on the core. The mold cavities typically include a dimple pattern to impart a dimples on the cover during the molding process.
[0009] A major problem, whether the ball is produced by casting, compression molding, injection molding, or reaction injection molding (“RIM”), is that the processes all involve a batch type manufacturing layout, wherein urethane material components and cased cores are distributed to distinct casting locations. This involves a stoppage and downtime for the introduction of materials into the mold, and in processes involving multiple cavities in a single frame, more problems are encountered. Currently, mold closure is accomplished via vertical pistons, torque clutch/motor assembly, and an assembly of belts, pulleys and torque bits. For four cavity molds there is a need for four bolts to fasten mold halves together. This process is reversed during the disassembly process. Significant torque variation is present due to the nature of dry assembly and mechanical wear. These assembly/disassembly machinery modules are a root cause of parting line thickness variation and a major source of surface contamination on the golf ball.
[0010] There is a need to place cover layers about cores more efficiently, conserving energy costs, increasing production speeds, reducing space requirements, improving quality control, reducing ergonomic issues, and generally making a better golf ball at a lower cost. The present invention provides for utilizing a single cavity mold and an articulating dispensing assembly module that uses multiple discharge nozzles to obtain a more accurate material discharge into the mold cavity and operating in a continuous motion in an assembly line fashion. Urethane material components and cased core equipment modules area positioned at the “point of use” on the assembly line thus reducing labor and allowing total automation on a continuous conveyor.< br>
The answer to the question posed in the title comes from the following paragraph:
[0030] For the present invention, the single cavity molds 20 include a dimple pattern for the interior surface of the mold as in the “787 application when casting a cover layer. Upon the material being dispensed into the mold halves 20a and 20b, and then a core deposited therein, they are then transported to an assembly station 108, wherein the top mold halves 20a are clamped onto the loaded bottom mold halves 20b to create a single cavity mold 20. The single cavity mold 20 compresses the core and layer into a spherical core shape by utilizing spring force and retainer plates to exert about 384 lbs of force. The assembled single cavity molds 20 then travel on the conveyor through a product curing station 110 wherein the cure is completed at a temperature of about 150 degrees F. Upon completion of the cure, the molds 20 travel to a disassembly station 112 upon which the mold halves 20a, 20b are therein separated, product is robotically removed and flash removed all in the automated fashion. The mold halves 20a and 20b then travel to a preheated staging station 114, wherein they are heated to about 200 degrees F.
Cool stuff!
Dave Dawsey – Watching How Golf Balls are Made
PS – click here for other golf ball posts