
Will Golf Ball Covers Get Softer or Harder? Brush Up on Your Knowledge of Ionomers, Polyurethanes, and Polyureas
I am sure that I am not the only golfer that assumed golf ball covers would be getting softer and softer as a result of the new groove regulations. Well, today an Acushnet patent application published revealing that the opposite may be true. The patent application published as US Pub. No. 20090286628 titled “Golf Ball Having a Hard Outer Skin” and explains:
[0003] Golf ball manufacturers have been experimenting with various materials and manufacturing methods for golf balls over the years in an attempt to improve overall performance and durability and to further refine the manufacturing process.
[0004] For example, over the past years, golf ball manufacturers have been using ionomer resins for golf ball cover materials because of the durability, rebound, and scuff resistance characteristics of the materials. However, while ionomer resins are more durable than other types of golf ball layer materials, the same properties that result in durability also provide a hard “feel” and generally result in a lower spin rate and, thus, lower control, due to the hardness of the material.
[0005] Alternatively, polyurethane compositions produce “soft” covers and typically allow for greater control because of the increased spin. Because conventional polyurethane cover materials are typically formed of aromatic components, the ultraviolet degradation of the material, which leads to yellowing, led to the recent trend toward light stable cover materials, such as aliphatic polyurethane and polyurea materials. Whether aromatic or aliphatic in nature, however, the relative softness of the polyurethane and polyurea materials introduces durability issues.
[0006] Further attempts to compensate for the “hard” feel of ionomer-covered golf balls and durability and adhesion issues with polyurethane-covered and polyurea-covered golf balls have resulted in blends of hard ionomer resins, i.e., resins with hardness values of about 60 Shore D and above, with relatively softer polymeric materials. For example, blends of hard ionomers with polyurethanes have been used to form intermediate layers and cover layers of golf balls. However, such blends generally have processing difficulties associated with their use in the production of golf balls due to the incompatibility of the components. In addition, golf balls produced from these incompatible mixtures will have inferior golf ball properties such as poor durability, cut resistance, and the like.
[0007] As such, a need exists in the golf ball art for materials that have the performance benefits of polyurethane and polyurea, but higher hardness and higher flexural modulus values, as well as improved hydrophobicity. In addition, golf balls having layers formed, at least in part, from such compositions would be advantageous. The present invention addresses such materials, methods of forming the materials, and portions of golf balls formed from these materials.
SUMMARY OF THE INVENTION
[0008] The present invention is directed to a one-piece golf ball having a center hardness, a first crosslink density at a central portion, an overall diameter, and an outer skin, wherein the outer skin is about 5 percent or less of the overall diameter, has a skin hardness at least about 10 percent greater than the center hardness, and a second crosslink density greater than the first crosslink density, and wherein the golf ball is formed from a material including a first set of segments including urethane linkages, urea linkages, or a combination thereof, and a second set of segments including crosslinked hydrocarbons.
[0009] In this aspect of the invention, the material includes the reaction product of a conjugated diene including a plurality of terminal ends including amino groups, hydroxy groups, or a combination thereof, an isocyanate-containing component, and a first curative including an amine-terminated curing agent, a hydroxy-terminated curing agent, or a combination thereof.[0010] In one embodiment, the skin hardness is at least about 20 percent greater than the center hardness. In another embodiment, the skin hardness is at least about 30 percent greater center hardness.
[0011] The curative blend may further include a photoinitiator. In addition, the material may further include a second curative including a free radical initiator to generate free radicals in the reaction product.
[0012] The present invention is also related to a method of forming a golf ball including the steps of: [0013] providing a core having a first hardness at a central portion; [0014] forming a prepolymer including the reaction product of an isocyanate-containing component and a first isocyanate-reactive component, wherein the first isocyanate-reactive component includes a conjugated diene hydrocarbon including at least two functional groups including amino groups, hydroxy groups, or a mixture thereof, and wherein the prepolymer includes about 5 weight percent to about 9 weight percent NCO groups; [0015] forming a mixture of the prepolymer and a curative including a second isocyanate-reactive component; [0016] forming a first portion of the mixture in a first cavity of a first mold half for a predetermined gel time at a first mold temperature; [0017] positioning the core within the first cavity; [0018] placing a second portion of the mixture in a second cavity of a second mold half for the predetermined gel time at the first mold temperature; [0019] mating the first and second mold halves to form a golf ball intermediate; and [0020] subjecting the golf ball intermediate to a free radical source to produce a golf ball including an outer skin with a second hardness at least about 10 percent greater than the first hardness, wherein the outer skin has a thickness about 5 percent or less than an overall diameter of the golf ball.
Now, with respect to those figures:
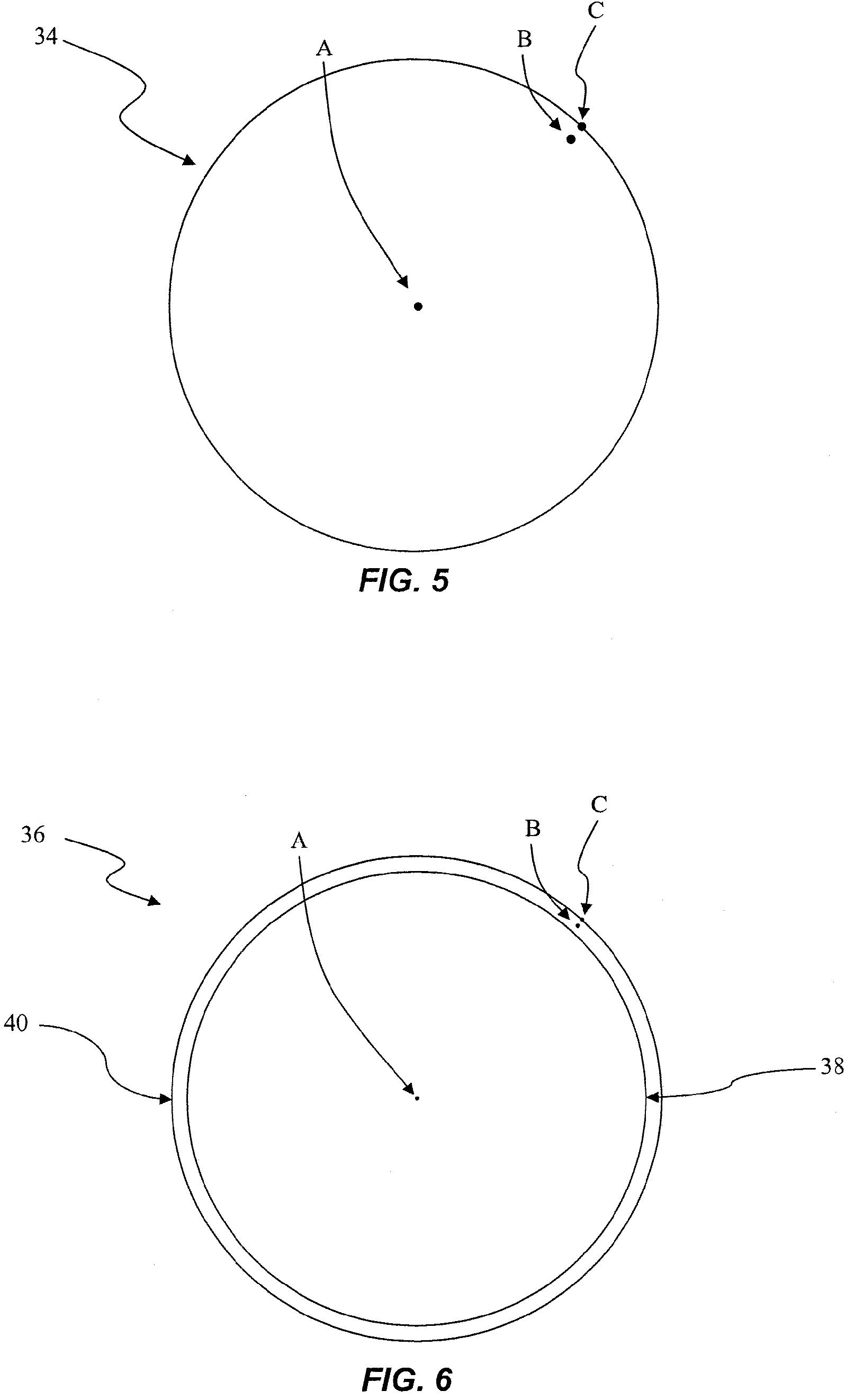
[0172] When a golf ball is formed with a unitary construction, after free radical generation, the outer skin has a hardness that is about 110 percent or more of the hardness at the center of the ball. For example, FIG. 5 illustrates a golf ball having a first hardness at point A, a second hardness at point B, and a third hardness at point C. The hardness at point C is greater than the hardness at point A. In particular, the hardness at point A may be about 90 percent of the hardness of point C. In another embodiment, the hardness at point A is about 85 percent of the hardness of point C. In yet another embodiment, the hardness at point A is about 80 percent of the hardness of point C. In still another embodiment, the hardness at point A is about 75 percent of the hardness of point C.
[0173] In other words, the hardness at point C may be greater than the hardness at point A by about 5 percent to about 45 percent. In one embodiment, the hardness at point C is about 110 percent or greater of the hardness at point A. In another embodiment, the hardness at point C is greater than the hardness at point A by about 8 percent to about 35 percent, preferably about 12 percent to about 30 percent. In yet another embodiment, the hardness at point C is about 120 percent or greater of the hardness at point A.
[0174] Accordingly, the hardness gradient between point A and point C may range from about 5 percent to about 45 percent. In one embodiment, the hardness gradient is about 5 percent to about 40 percent. In another embodiment, the hardness gradient is about 10 percent to about 35 percent. In still another embodiment, the hardness gradient is about 12 percent to about 33 percent. In yet another embodiment, the hardness gradient is about 20 percent or
greater, preferably about 25 percent to about 35 percent.[0175] Depending on the depth and degree of cure, the outer skin may have a consistent hardness or also have a hardness gradient. In one embodiment, the hardness at point B is substantially the same as the hardness at point C. As used herein, the term “substantially the same” refers to a hardness differential of less than about 3 percent, preferably less than about 2 percent, and more preferable less than about 1 percent. In another embodiment, the hardness at point B is the same as the hardness at point C.
[0176] In an alternate embodiment, the hardness at point B is less than the hardness at point C by at least about 3 percent. In fact, the outer skin may have a hardness gradient from point B to point C of about 4 percent or more. In this aspect, the hardness at point B may be about 102 percent to about 108 percent of the hardness of point A when the hardness at point C is about 105 percent to about 111 percent of the hardness of point A. In another embodiment, point B may have a hardness about 105 percent to about 115 percent of the hardness at point A when the hardness of point C is about 108 percent to about 118 percent of point C.
Huh, not what I would have expected. Boy, there must be some serious brain power in Acushnet’s golf ball lab.
David Dawsey – Keeping an Eye on Golf Ball Technology
PS – click HERE to read more interesting golf ball patent posts