
A Potential New Wedge Buzzword Emerges
I have recently covered a Bridgestone patent directed to “ridged scorelines,” as well as a Callaway patent that focused on a groove’s “micro-edges.” Today you get to chew on a Nike invention directed to “textured” grooves. The invention is disclosed in US Pub. No. A golf club with a golf club head having a plurality of grooves formed using electrical discharge machining is presented. The grooves may be formed in a ball striking surface of the golf club head and may include portions having a texture. In some examples, the roughness of the texture may vary as the groove extends from the ball striking surface along a sidewall of the groove. For instance, texture formed along an edge radius of the groove extending between the ball striking surface and the sidewall may be rougher than texture extending lower along the sidewall. In some examples, portions of the sidewall and/or bottom of the groove may be void of texture.
The application goes on to explain:
BACKGROUND
[0003] The popularity of the game of golf has increased immensely in recent decades. All manner of players are looking for equipment that will improve an individual’s performance, thereby making the game more enjoyable. As golf regulating bodies, such as the United States Golf Association (“USGA”), institute rules and limitations on the design, configuration, etc. of golf clubs, clubs must be designed to remain within the regulations of the ruling body, while still providing expected or improved performance.
[0004] One such regulation deals with club head grooves and their shape, size, configuration, etc. The USGA recently enacted regulations limiting the size, shape, and volume of golf club grooves, particularly for clubs having a loft angle greater than 25 degrees. Limiting groove sizes and edge angles is expected to limit the club’s ability to channel away water, grass, and other debris during a ball strike and is expected to limit or reduce the spin included on the ball by the ball strike. These features are expected to result in more inconsistent shots (particularly out of the rough). Accordingly, there is a need in the art for golf club heads having conforming grooves that have improved or more consistent performance.
SUMMARY[0005] The following presents a general summary of aspects of the invention in order to provide a basic understanding of the invention and various features of it. This summary is not intended to limit the scope of the invention in any way, but it simply provides a general overview and context for the more detailed description that follows.
[0006] Aspects of this invention relate to golf clubs and golf club heads having grooves formed in a ball striking surface of the front face of the golf club head. The grooves may be formed using electrical discharge machining and may be formed in various sizes, shapes, configurations, etc. In some examples, the grooves may be formed with one or more end walls meeting a bottom of the groove at a substantially 90 degree angle.
[0007] In some arrangements, at least some portions of at least some of the groove surfaces may include a texture. For instance, the EDM process may form a texture along at least a portion of the groove. In some examples, the texture may extend along an edge radius extending between the front face of the golf club head and a sidewall of the groove. The texture may further extend downward, along the sidewall toward a bottom of the groove. In some examples, the roughness of the texture may vary along the edge radius, sidewall, etc. For instance, texture formed along the edge radius may be rougher than texture formed along a portion of the sidewall. In some instances, at least a portion of the sidewall and/or the bottom of the groove may be void of texture.
.
.
.
[0043] The golf club head 102 of FIG. 1 further includes a plurality of grooves 120 formed in its front face 101. These grooves 120 extend across the front face 101 in a substantially horizontal arrangement from the toe 107 to the heel 109 of the golf club head. FIG. 2 illustrates a golf club head 202 illustrating enlarged grooves 220. The grooves 220 shown in FIG. 2 may be formed in the club head 202 after manufacture of the club head 202 or front face 201 using various techniques, such as electrical discharge machining (EDM). EDM is a manufacturing process in which a desired shape is obtained by removing material from a part using a series of electrical discharges or sparks. The process is well suited to forming intricate geometries that may be difficult or impossible using conventional cutting or machining techniques. Material is removed from the part or workpiece by a series of rapidly recurring current discharges between two electrodes separated by a dielectric liquid.[0044] There are two main types of EDM: wire EDM and die-sink EDM. In wire EDM, a continuously replaced wire is used as an electrode. In die-sink EDM, a set of electrodes having different sizes, shapes, etc. may be used during the same EDM operation in order to obtain a desired shape, configuration, surface finish, etc. In die-sink EDM, the electrode may replicate in negative the desired shape, etc. of the part and may be advanced toward the part along a single direction (e.g., along the z-axis). The electrode(s) used in die-sink EDM may have complex geometries and/or may include a series of increasingly complex geometries.
[0045] One advantage of using EDM to form the grooves 220 is that it provides a repeatable process that results in accuracy and consistency in forming various portions of the grooves 220. For instance, EDM may allow for accurate production of tight tolerances on portions of the grooves 220, such as the edge radius, as will be discussed more fully below. In addition, use of EDM in forming the grooves 220 may allow for various shapes and geometries of the grooves 220 that may be difficult or impossible to form using conventional groove manufacturing techniques, such as milling or other cutting-type machining operations, as will be discussed more fully below.
.
.
.
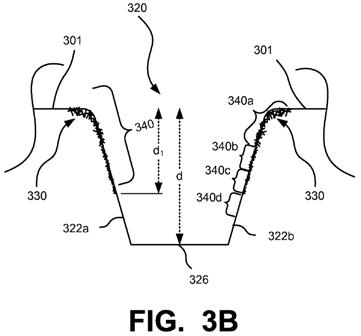
[0053] In addition, use of EDM may cause minimal if any distortion in the front face 301 during manufacture. For instance, in a conventional manufacturing process (such as forging), metal from the face is displaced when grooves are pressed into the front face 301. This displaced metal may distort the face 301, possibly necessitating further treatment to the face to assure that it is flat. With EDM, the material is physically removed using the series of electrical discharges or sparks, and thus there is less distortion in the face 301.[0054] Groove 320 may further include a surface texture 340 formed along the edge radius 330 and, in some instances, along a portion of the sidewall 322a, 322b and/or the front face 301. In some arrangements, the texture may extend a distance d.sub.1 along a sidewall 322a, 322b between 10% to 75% of the overall depth “d” of the groove 320 (and in some instances, between 15% and 50% or even between 20% and 30% of the overall depth d of the groove 320). In some examples, the texture may extend approximately 25% of the overall depth of the groove 320. Texture along the edge radius 330 may aid in gripping a golf ball during a golf shot (and better imparting spin), while the relatively smoother lower portion/bottom of the groove 320 may aid in channeling debris, such as water, grass, etc. out of the groove 320 and away from the club face 301 (the lack of texturing in the bottom of the groove 320 can help prevent the debris from adhering to the groove walls 322a, 322b and inhibiting its exit). The grip imparted on the ball may vary based on the swing speed of the club and/or the type of texturing of the groove and/or the ball striking face.
So, would you prefer your grooves ridged, with micro-edges, or textured?